

























































































































































































































































































































































































































































































































Сварка оптических волокон: факторы, влияющие на качество сварки

Качественная сварка оптических волокон (ОВ) является ключевым этапом при разработке волоконно-оптических линий связи и научно-исследовательских работ. Качество сварного соединения определяет потери оптического сигнала и надежность всей системы. Оценка качества сварки ОВ остаётся предметом постоянного обсуждения среди специалистов этой области.
Сварка оптических волокон – это один из способов соединения двух оптических волокон таким образом, чтобы световая энергия из одного волокна могла переходить в другое с минимальными потерями.
Качество волоконной сварки зависит как от внешних, так и от внутренних факторов: от качества волокна, чистоты сварки, угла скола и применяемых технологий к обработке ОВ.
Для выполнения сварки оптических волокон применяется специализированное оборудование – сварочные аппараты. Однако перед сваркой необходимо провести качественную подготовку волокон с использованием скалывателя, стриппера и вспомогательных расходных материалов.
Следует подчеркнуть, что оптические волокна имеют множество разновидностей:
- по характеру распространения мод – одномодовые и многомодовые;
- по наличию легирующих добавок – пассивные и активные;
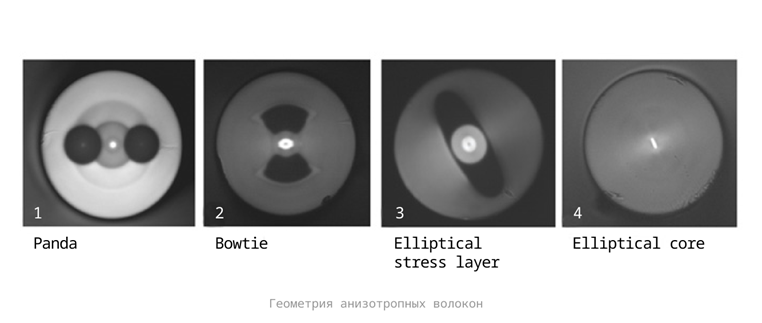
- по однородности распространения света – изотропные и анизотропные (с сохранением поляризации).
К сварке активных и анизотропных волокон необходимо подходить комплексно. В этом случае особую роль играет геометрия и состав передающего и принимающего волокон.

В этой статье разберем ключевые факторы, влияющие на качество сварки и дадим рекомендации по оптимизации процесса для стандартных одномодовых и многомодовых волокон.

Внешние и внутренние факторы, влияющие на качество сварки
|
Внутренние факторы
|
Внешние факторы
|
|
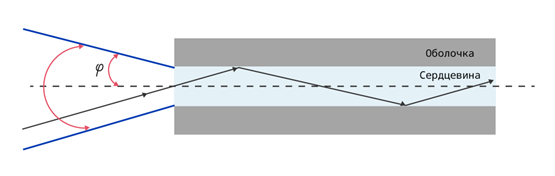
Числовая апертура, NA
Свет должен входить в волокно в пределах определённого диапазона, называемого «конусом приёма». Чтобы свет оставался внутри волокна, он должен отражаться от границы между сердцевиной и оболочкой под углом, превышающим критический. В противном случае он выйдет за пределы сердцевины, преломится и уйдёт в оболочку. |
Боковое смещение волокон
Потери при боковом смещении происходят, когда свет из сердцевины передающего волокна частично попадает не в сердцевину, а в оболочку принимающего волокна, что приводит к затуханию сигнала. Чем больше боковое смещение, тем меньше света из сердцевины передающего волокна попадает в сердцевину принимающего, и тем выше потери на месте соединения. Как правило, такое смещение можно использовать специально, когда нужно уменьшить уровень оптического сигнала или ввести контролируемые потери. |
|
Разница в сердцевине волокна
Потери из-за несоответствия диаметров сердцевин происходят в том случае, если диаметр сердцевины передающего волокна больше, чем у принимающего. Потери возникают, когда свет, распространяющийся по внешним краям сердцевины передающего волокна, не попадает в более узкую сердцевину принимающего волокна. Этот свет теряется в оболочке принимающего волокна. Потери, вызванные несоответствием диаметров сердцевин, как правило, представляют собой проблему только для многомодовых оптических волокон. |
Большой зазор между волокнами
Даже если оптические волокна идеально выровнены, соединение всё равно может испытывать потери из-за расстояния между торцами. Этот зазор позволяет свету, выходящему из сердцевины передающего волокна, расходиться до того, как он попадёт в сердцевину принимающего волокна. В результате часть света уходит в оболочку и теряется, вызывая затухание сигнала, даже при полном совпадении осей сердцевин. Разделение торцов может привести к двум видам потерь:
Степень расхождения света зависит от расстояния между волокнами, типа источника света, условий ввода, длины и числовой апертуры передающего волокна, а также изгибов в передающем волокне. |
|
Разница в диаметре модового поля, MFD
Диаметр модового поля является важным параметром при работе с одномодовыми оптическими волокнами. Он описывает диаметр светового пучка, распространяющегося через сердцевину и частично через внутреннюю часть оболочки. Потери при несоответствии происходят в том случае, если диаметр модового поля передающего волокна больше, чем у принимающего. В этом случае принимающее волокно с меньшим диаметром модового поля не сможет принять весь свет, передаваемый волокном с большим диаметром модового поля, и часть света будет потеряна. |
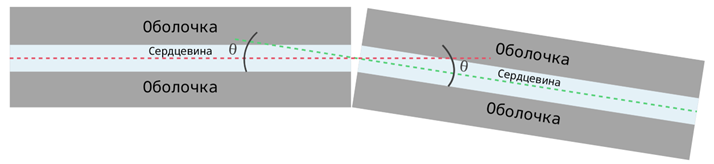
Угловое смещение
Если оптические волокна в сварочном аппарате встречаются друг с другом под углом, могут возникнуть потери из-за углового смещения. Величина потерь зависит от степени углового смещения и «конусов приема», передающего и принимающего оптических волокон. Поскольку NA многомодового оптического волокна больше NA одномодового оптического волокна, многомодовые сварки лучше переносят угловое смещение, чем одномодовые сварки. Потери от углового смещения возникают, когда свет из сердцевины передающего оптического волокна попадает в оболочку принимающего оптического волокна или попадает в сердцевину принимающего оптического волокна под углом, превышающим угол приема. Свет, попадающий в сердцевину приемного оптического волокна под углом, превышающим угол приема, может не распространяться по всей длине приемного оптического волокна.
|
|
Разница в диаметре оболочки
Потери при несоответствии диаметров оболочек происходят тогда, когда сердцевины волокон оказываются не выровнены из-за различий в диаметрах оболочек. Такая проблема может привести к тому, что свет, выходящий из сердцевины передающего волокна, попадает не в сердцевину принимающего волокна, а в его оболочку. Свет, попавший в оболочку, теряется, что вызывает затухание сигнала. |
|
|
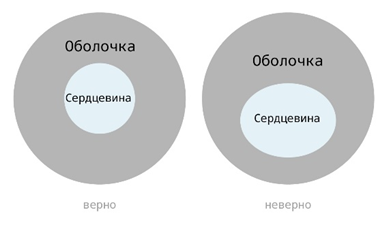
Концентричность
В идеальном случае сердцевина и оболочка оптического волокна должны быть идеально круглыми и концентричными, то есть иметь общий геометрический центр. Однако на практике оптические волокна не являются совершенными, и в них могут наблюдаться отклонения концентричности. Эти отклонения могут привести к смещению сердцевин при соединении волокон, из-за чего свет, выходящий из сердцевины передающего волокна, может частично попадать в оболочку принимающего волокна. В результате возникает потеря сигнала. |
|
|
Некруглость
Точно так же, как сердцевина и оболочка оптического волокна могут быть не идеально концентричными, они также могут быть не идеально круглыми. Несовершенно круглая форма сердцевины приводит к потерям, когда свет, выходящий из сердцевины передающего волокна, частично попадает в оболочку принимающего волокна. Такое искажение формы затрудняет точное совмещение сердцевин при соединении волокон, что снижает эффективность передачи света и увеличивает затухание сигнала. |






Ключевые шаги для подготовки оптических волокон к сварке
Перед началом сварки необходимо снять защитно-упрочняющее покрытие (ЗУП) с оптического волокна, в некоторых случаях потребуется зачистка и от буферного покрытия. Для этого обычно используется механическое устройство для зачистки – стриппер.
Устройства для зачистки волокна делятся на два типа: механические и автоматические. В качестве механических используются инструменты похожие на ножницы, но со специальными отверстиями под определенный диаметр покрытия. Автоматические стрипперы также могут отличаться по принципу работы: автоматический нож или термическое снятие покрытия.
После удаления ЗУП с волокна необходимо очистить необработанное ОВ с помощью безворсовой салфетки и спирта.
Для качественной сварки волокон необходимо обработать торец волокна. Дело в том, что после очистки волокна от ЗУП и протирки спиртом на конце волокна остается грязь, которую необходимо удалить. Это легко можно сделать с помощью скалывателя, который также подбирается в зависимости от рабочего диаметра волокна. Торец ОВ остаётся плоским и перпендикулярным, что позволяет сварочному аппарату качественно выровнять его и сделать сварку.
Сварка происходит с помощью специального оборудования, как и говорилось выше, сварочных аппаратов. Как правило, коммерчески доступные аппараты в автоматическом режиме легко сводят ОВ, выравнивают их и автоматически сваривают с помощью электрического разряда, который формирует плазменную дугу между электродами.
Сварной шов на волокне – это уязвимое место для любых дальнейших манипуляций, поэтому рекомендуется его защищать. Существует два метода защиты сварного шва: с помощью комплекта для защиты сварного соединения (КДЗС) или с помощью оборудования для восстановления ЗУП полимером.
Все сварочные аппараты оборудованы специальной печкой, которая позволяет нагревать КДЗС и она «схватывается» на волокне как термоусадка.
Восстановители покрытия позволяют восстанавливать полимерное покрытие, схожее по физико-химическому составу с покрытием, которое используется при вытяжке волокна непосредственно.
Преимущества сварки волокна
- Минимальные вносимые потери и обратные отражения.
- Соединение постоянно и имеет самую высокую механическую прочность по сравнению со стыковкой волокна.
- Высокая мощность с минимальным нагревом между волокнами.
- Предотвращение попадания пыли и других загрязняющих веществ в оптический тракт.
Факторы, влияющие на качество сварного соединения
- Угол скола волокна
- Длина скола или длина зачищенного участка волокна
- Загрязнение торца волокна или оборудования
- Перетяжка волокна
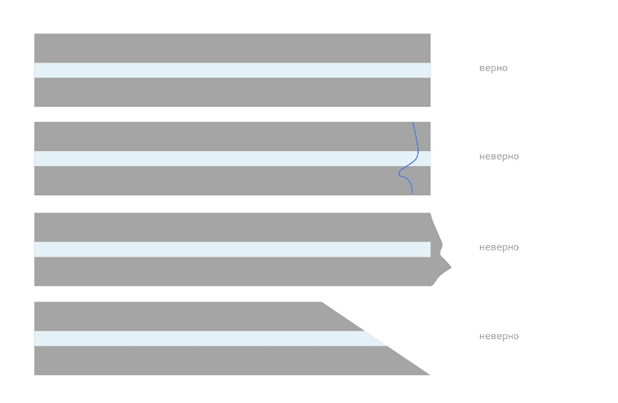
Угол скола – важный фактор при сварке. Торец правильно сколотого оптического волокна должен быть перпендикулярен оптическому волокну без каких-либо дефектов поверхности, а угол скола не должен превышать 1,0 градуса.
Длина зачищенного участка волокна так же важна, как и угол скола. Каждый производитель сварочных аппаратов определяет, какая часть ОВ должна быть зачищена от ЗУП при укладке в специальные канавки. Слишком большой или недостаточный зачищенный участок волокна может привести к высоким оптическим потерям в месте сварного соединения.
Загрязнения на оптическом волокне или скалывателе, невидимые человеческому глазу, всё же могут привести к превышению требований по затуханию в сварном соединении, особенно в случае одномодового волокна. Поскольку загрязнения не видны, убедитесь, что вы используете чистящие средства и соблюдаете технологию очистки, рекомендованную производителем сварочного аппарата и скалывателя. Также важно не допускать соприкосновения сколотого волокна с какой-либо поверхностью после очистки, это предотвратит попадание грязи и пыли на волокно.
Грязь или воздух могут стать причиной образования пустот, что, в свою очередь, может привести к значительным оптическим потерям и даже образованию пузырей.
Этот термин используется для описания сварки, при которой диаметр свариваемого оптического волокна становится меньше самого волокна в месте сварного шва. Образование перетяжки обычно происходит при чрезмерном нагреве волокна и одновременной оттяжки моторов с высокой скоростью друг от друга.
Заключение
Качественная сварка оптических волокон является ключевым моментом в обеспечении минимальных потерь сигнала и высокой надёжности любых волоконно-оптических линий связи. Поскольку именно сварное соединение во многом определяет эффективность всей системы, вопросы оценки его качества продолжают оставаться в центре внимания специалистов. Надёжная и точная технология сварки — это залог стабильной работы как практических телекоммуникационных систем, так и научных установок.
Специалисты компании АО «ЛЛС» готовы предоставить консультацию и поддержку по подбору оборудования и методике обработки оптического волокна для достижения требуемых параметров сварного соединения. Высокая квалификация наших специалистов гарантирует актуальность и практическую ценность рекомендаций.
При наличии вопросов обращайтесь к персональному менеджеру или по почте info@lenlasers.ru.
Получить дополнительную информацию вы можете, обратившись к нашему специалисту:
Кашина Раъно
Ведущий инженер-исследователь волоконно-оптических систем
