Метод сплавления для изготовления волоконных компонентов: общие принципы и техники на примере разветвителей

Волоконно-оптические технологии давно стали неотъемлемой частью современного мира – от интернета и медицины до аэрокосмической отрасли и квантовых систем. Волоконные компоненты – важные элементы мира фотоники. Изготовление волоконных компонентов методом сплавления – это сложные технологические процессы, однако рассмотрим изготовление базового компонента – разветвителя (coupler).
Оптический разветвитель — это компонент, который распределяет оптический сигнал из одного волокна на два или более каналов. Принцип его работы основан на взаимодействии световых полей двух (или более) близко расположенных волокон.
Сплавной разветвитель состоит из оптических волокон, сплавленных таким образом, что их сердцевины расположены очень близко друг к другу, создавая оптическую связь. Существует два основных метода укладки волокон для изготовления компонентов: параллельная укладка волокон и скручивание волокон (рис. 1).

Скрученные волокна
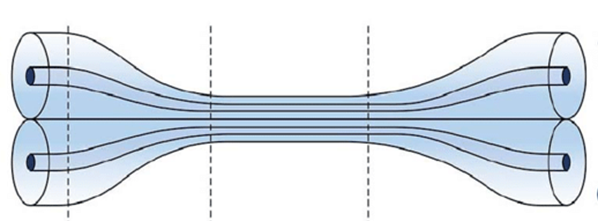
Параллельно уложенные волокна
Рисунок 1 – Виды укладки волокна для изготовления компонентов
В настоящее время популярность набрала техника параллельной укладки волокон, так как она быстрее и имеет минимальное влияние внешних факторов на создание качественной перетяжки волокон.
Оптическая связь – это область сопряжения двух и более волокон, длина этой области L определяет коэффициент передачи между волокнами (рис. 2). В процессе производства свет подается во входной порт P, а выходная мощность каждого выходного порта тщательно контролируется. По достижении желаемого коэффициента деления процесс производства останавливается автоматически.
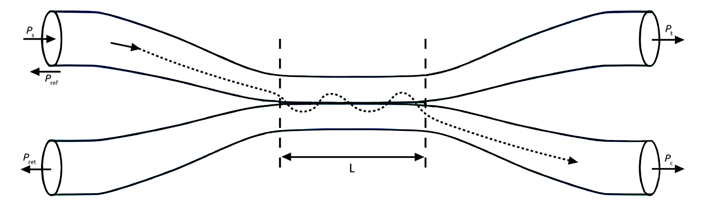
Рисунок 2 – Общий вид перетяжки волокон
Во время самого процесса получения оптической связи, волокна укладываются в специальные держатели, а также немного растягивают под действием нагревательного элемента, таким образом мы получаем некоторый профиль показателя преломления области перетяжки (рис. 3).

Рисунок 3 – Модель профиля показателя преломления волоконного разветвителя
Полученный разветвитель, на участке области сопряжения представляет собой одно волокно с двумя сердцевинами, расположенными очень близко друг к другу. Этот процесс известен как процесс сплавления биконического конуса (Fused Biconical Taper – FBT) (рис. 4).
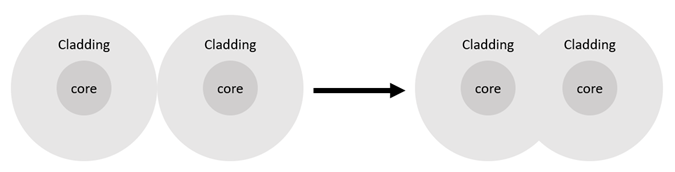
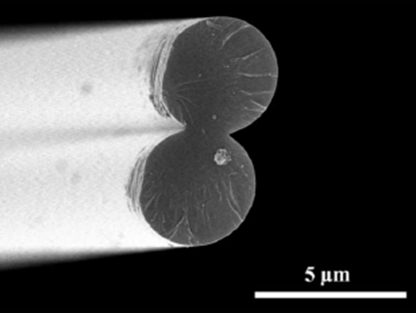
Рисунок 4 – Общий вид оптической связи
Используя численное моделирование, можно наглядно увидеть, как распространяется свет в разветвителе конфигурации 1*2 (рис. 5).
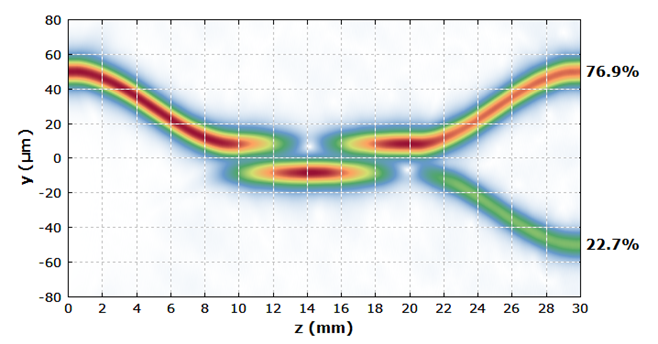
Рисунок 5 – Численное моделирование волоконного разветвителя 1*2
В данной ситуации свет сначала почти полностью попадает в нижний волновод, пройдя небольшое расстояние, а затем возвращается в верхний волновод, и в конечном итоге большая часть мощности остаётся там.
Профиль интенсивности света, распространяющегося по одномодовому волокну, является гауссовым, то есть интенсивность максимальна в центре и спадает по мере приближения к границе раздела сердцевины и оболочки. Хвосты гауссова профиля немного заходят за сердцевину и проникают в оболочку. Этот хвост называется затухающей волной. На рисунке 6 показано поперечное сечение световой волны в оптическом волокне. Вертикальные пунктирные линии обозначают границу между сердцевиной и оболочкой волокна. Красные хвосты — затухающая волна.
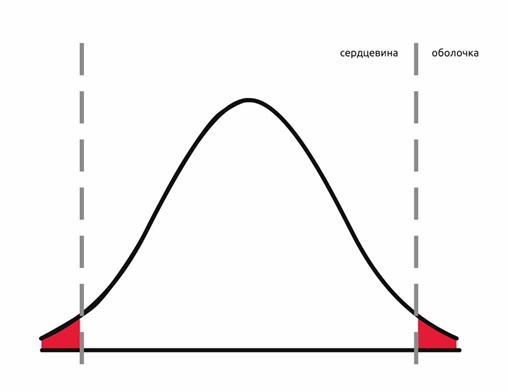
Рисунок 5 – Профиль интенсивности света
В процессе перетяжки волокон сердцевины двух идентичных параллельных волокон расположены настолько близко друг к другу, что затухающая волна может «перетекать» из одной сердцевины волокна в другую. Это позволяет осуществлять обмен световой энергией, аналогичный обмену энергией, происходящему между двумя связанными маятниками. Количество световой энергии, передаваемой через сердцевину, зависит от близости двух сердцевин d и длины, на которой происходит этот обмен, L. От сюда можно заметить, что при достаточно большой длине связи возможна полная передача энергии из одной сердцевины в другую. Необходимо отметить, что существует критическая длина, при достижении которой свет можете перетекать обратно в исходную сердцевину волокна.
Рассмотрим несколько наглядных примеров на основе рисунка 6. Предположим, что это устройство представляет собой разветвитель с делением мощности 50/50.

Рисунок 6 – Пример разветвителя 2*2/1*2
- Допустим, что мы подаём 1 мВт в порт Р1 и 1 мВт в порт Р2. Что мы измеряем на выходных портах Р3 и Р4? Должно быть очевидно, что мы будем измерять 1 мВт на каждом выходном порту, поскольку свет от каждого входного порта разделился на две равные части.
- А сейчас предположим, что мы подаём 1 мВт в порт Р1 и 2 мВт в порт Р2. Что получаем теперь? Каждый путь снова разделяется на две равные части, так что теперь мы получаем 1,5 мВт на каждом выходном порту.
- Также рассмотрим пример, когда Р2 отсутствует, работаем с разветвителем 1*2. Если подадим 2 мВт на Р1, тогда в итоге получим 1 мВт на Р3 и Р4.
Оптические разветвители характеризуются коэффициентами передачи между каналами, в виде уравнения это можно представить так:
ηik = Pk / Pi,
где: Pi – мощность в i-том входном оптическом канале, Pk – мощность в k-том выходном оптическом канале. Общие вносимые потери в таком случае:
BΣ = -10 * lg ΣPk / Pi.
Изготовление волоконных компонентов методом сплавления в целом описываются теорией связанных мод, однако нельзя забывать, что теория и практика сильно взаимосвязаны. Получение качественных волоконных компонентов также зависит от квалификации оператора и от используемых расходных материалов (волокна, капилляров, полимера и т.д.).
Изготовление волоконных разветвителей — это сочетание физики света, инженерной точности и высокотехнологичного производства. Каждое устройство, по сути, является миниатюрным примером управления светом на уровне микронов. Благодаря этим технологиям возможны быстрые интернет-соединения, точные медицинские измерения и новые достижения мира фотоники.
Технологические этапы для изготовления волоконных компонентов отличаются в зависимости от типа компонента. Для изготовления разветвителей с сохранением поляризации необходимо также добавить этап согласования напрягающих стержней. А изготовление волоконных объединителей накачки требует специального подхода при перетяжке волокон накачки и сигнального волокна.
Специалисты АО «ЛЛС» обладают полным спектром компетенций, необходимых для поставки современного оборудования, применяемого при производстве волоконно-оптических компонентов. В рамках плотного взаимодействия с китайскими производителями найден надёжный партнёр, обеспечивающий качественную проработку технических решений, эффективное взаимодействие на всех этапах и последующую постгарантийную поддержку.
Компания XLG, основанная в 2021 году, является производителем высокотехнологичного оборудования для изготовления волоконных оптических компонентов и зарекомендовала себя как устойчивый и компетентный поставщик технологических решений.
Сегодня под методом сплавления скрывается несколько установок с разными источником нагрева волокон. Каждый их этих методов нагрева имеет свои преимущества в отдельном конкретном применении (рис. 7).
- Газовая горелка (серии CTS и HTS)
- Лазерное излучение CO2
- Графитовый нагреватель типа «Ω»
- Трехэлектродный разряд дуги
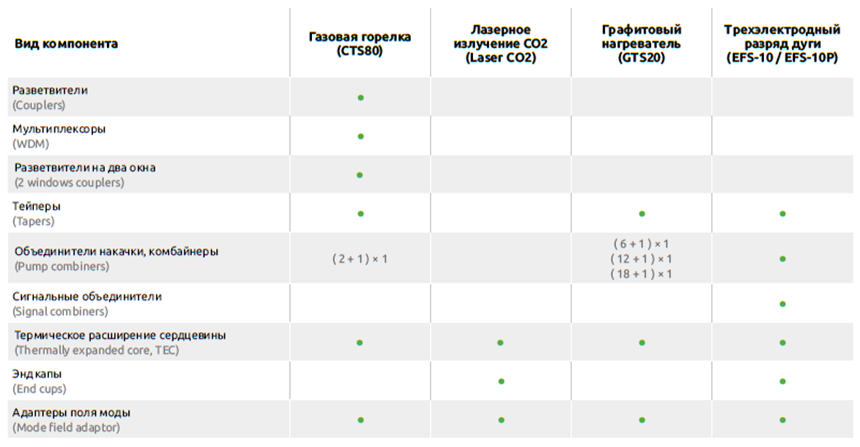
Рисунок 7 – Матрица возможностей станций с разным принципом работы
Специалисты «ЛЛС» ежегодно проходят обучение по обслуживанию станций производителя.
АО «ЛЛС» является эксклюзивным дистрибьютором и авторизованным сервисным центром, а также представляет весь спектр продукции XLG на территории РФ и стран СНГ и предлагает наиболее выгодные условия поставки продукции и полную техническую поддержку.
Автор статьи: Кашина Раъно, ведущий инженер-исследователь
Анонсы статей, мероприятий и еще больше научно-познавательного контента по ссылке в нашем Telegram-канале.